废气焚烧工艺VOC可燃气体采样监测系统-红外气体检测仪
上海幻点工业科技提供设计与集成
焚烧工艺VOC可燃气体采样监测系统-红外气体检测仪,可安装在防爆环境和非防爆环境。
- 选用德国德尔格或者美国Det-Tronics的红外可燃气体检测仪,如PIR 7000, PIR 5700, PIRECL等等;
- 配备电动泵(非防爆)或者压缩空气驱动的气泵(可安装在防爆环境),过滤器,流量调节阀等
- 安装维护方便,使用寿命长(检测仪5-10年寿以上)
- 配备进出气接口,标定接口
- 可通过继电器输出开关量报警信号
- 喷漆碳钢机箱/ 不锈钢机箱可选

VOC可燃气采样监测系统
以下工业废弃焚烧工艺内容转自网络:
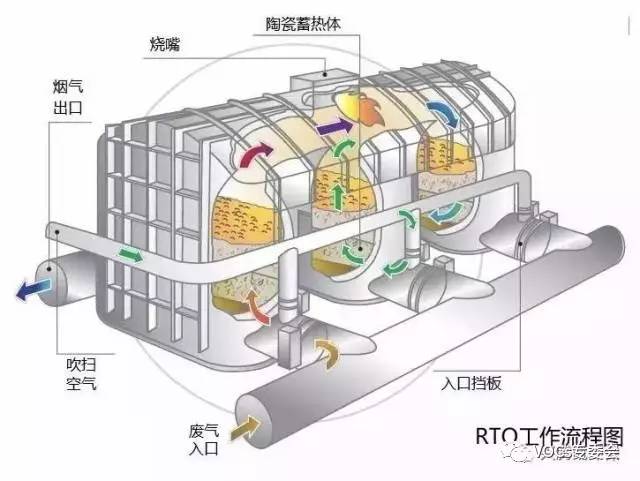 原理是在高温下将废气中的有机物(VOCs)氧化成对应的二氧化碳和水,从而净化废气,并回收废气分解时所释放出来的热量,三室RTO废气分解效率达到99%以上,热回收效率达到95%以上。RTO主体结构由燃烧室、蓄热室和切换阀等组成。氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气。从而节省废气升温的燃料消耗。陶瓷蓄热室应分成两个(含两个)以上,每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。蓄热室“放热”后应立即引入适量洁净空气对该蓄热室进行清扫(以保证VOC去除率在98%以上),只有待清扫完成后才能进入“蓄热”程序。否则残留的VOCS随烟气排放到烟囱从而降低处理效率。 原理是在高温下将废气中的有机物(VOCs)氧化成对应的二氧化碳和水,从而净化废气,并回收废气分解时所释放出来的热量,三室RTO废气分解效率达到99%以上,热回收效率达到95%以上。RTO主体结构由燃烧室、蓄热室和切换阀等组成。氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气。从而节省废气升温的燃料消耗。陶瓷蓄热室应分成两个(含两个)以上,每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。蓄热室“放热”后应立即引入适量洁净空气对该蓄热室进行清扫(以保证VOC去除率在98%以上),只有待清扫完成后才能进入“蓄热”程序。否则残留的VOCS随烟气排放到烟囱从而降低处理效率。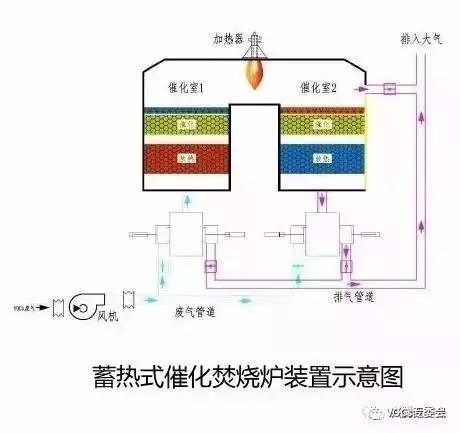 排放自工艺含VOCs的废气进入双槽RCO,三向切换风阀将此废气导入RCO的蓄热槽而预热此废气,含污染的废气被蓄热陶块渐渐地加热后进入催化床,VOCs在经催化剂分解被氧化而放出热能于第二蓄热槽中之陶块,用以减少辅助燃料的消耗。陶块被加热,燃烧氧化后的干净气体逐渐降低温度,因此出口温度略高于RCO入口温度。三向切换风阀切换改变RCO出口/入口温度。如果VOCs浓度够高,所放出的热能足够时,RCO即不需燃料。例如RCO热回收效率为95%时,RCO出口仅较入口温度高25℃而已。 排放自工艺含VOCs的废气进入双槽RCO,三向切换风阀将此废气导入RCO的蓄热槽而预热此废气,含污染的废气被蓄热陶块渐渐地加热后进入催化床,VOCs在经催化剂分解被氧化而放出热能于第二蓄热槽中之陶块,用以减少辅助燃料的消耗。陶块被加热,燃烧氧化后的干净气体逐渐降低温度,因此出口温度略高于RCO入口温度。三向切换风阀切换改变RCO出口/入口温度。如果VOCs浓度够高,所放出的热能足够时,RCO即不需燃料。例如RCO热回收效率为95%时,RCO出口仅较入口温度高25℃而已。 催化剂焚烧炉的设计是依废气风量,VOCs浓度及所需知破坏去除效率而定。操作时含VOCs的废气用系统风机导入系统内的换热器,废气经由换热器管侧而被加热后,再通过燃烧器,这时废气已被加热至催化分解温度,再通过催化剂床,催化分解会释放热能,而VOCs被分解为二氧化碳及水气。之后此一热且经净化气体进入换热器之壳侧将管侧未经处理的VOC废气加热,此换热器会减少能源的消耗,最后,净化后的气体从烟囱排到大气中。 催化剂焚烧炉的设计是依废气风量,VOCs浓度及所需知破坏去除效率而定。操作时含VOCs的废气用系统风机导入系统内的换热器,废气经由换热器管侧而被加热后,再通过燃烧器,这时废气已被加热至催化分解温度,再通过催化剂床,催化分解会释放热能,而VOCs被分解为二氧化碳及水气。之后此一热且经净化气体进入换热器之壳侧将管侧未经处理的VOC废气加热,此换热器会减少能源的消耗,最后,净化后的气体从烟囱排到大气中。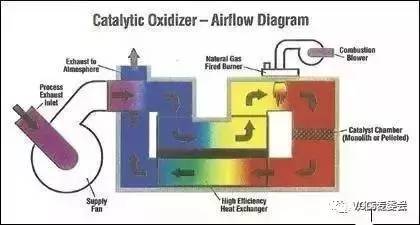 直燃式焚烧炉的设计是依废气风量,VOCs浓度及所需知破坏去除效率而定。操作时含VOCs的废气用系统风机导入系统内的换热器,废气经由换热器管侧而被加热后,再通过燃烧器,这时废气已被加热至催化分解温度(650~1000℃),并且有足够的留置时间(0.5~2.0秒)。这时会发生热反应,而VOCs被分解为二氧化碳及水气。之后此一热且经净化气体进入换热器之壳侧将管侧(tubeside)未经处理的VOC废气加热,此换热器会减少能源的消耗(甚至于某适当的VOCs浓度以上时便不需额外的燃料),最后,净化后的气体从烟囱排到大气中。 直燃式焚烧炉的设计是依废气风量,VOCs浓度及所需知破坏去除效率而定。操作时含VOCs的废气用系统风机导入系统内的换热器,废气经由换热器管侧而被加热后,再通过燃烧器,这时废气已被加热至催化分解温度(650~1000℃),并且有足够的留置时间(0.5~2.0秒)。这时会发生热反应,而VOCs被分解为二氧化碳及水气。之后此一热且经净化气体进入换热器之壳侧将管侧(tubeside)未经处理的VOC废气加热,此换热器会减少能源的消耗(甚至于某适当的VOCs浓度以上时便不需额外的燃料),最后,净化后的气体从烟囱排到大气中。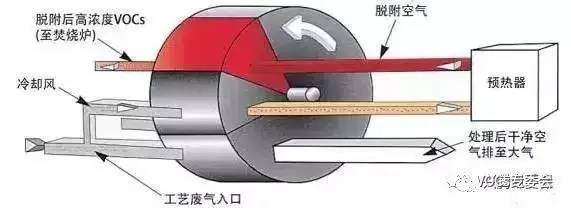 浓缩转轮/焚烧炉系统吸附大风量低浓度挥发性有机化合物(VOCs)。再把脱附后小风量高浓度废气导入焚烧炉予以分解净化。大风量低浓度的VOCs废气,通过一个由沸石为吸附材料的转轮,VOCs经被转轮吸附区的沸石所吸附后净化的气体经烟囱排到大气,再于脱附区中用180℃~200℃的小量热空气,将VOCs予以脱附。如此一高浓度小风量的脱附废气在导入焚烧炉中予以分解为二氧化碳及水气,净化的气体经烟囱排到大气。这一浓缩的工艺**地降低燃料费用。 浓缩转轮/焚烧炉系统吸附大风量低浓度挥发性有机化合物(VOCs)。再把脱附后小风量高浓度废气导入焚烧炉予以分解净化。大风量低浓度的VOCs废气,通过一个由沸石为吸附材料的转轮,VOCs经被转轮吸附区的沸石所吸附后净化的气体经烟囱排到大气,再于脱附区中用180℃~200℃的小量热空气,将VOCs予以脱附。如此一高浓度小风量的脱附废气在导入焚烧炉中予以分解为二氧化碳及水气,净化的气体经烟囱排到大气。这一浓缩的工艺**地降低燃料费用。
|



